 土工膜
土工膜 Guide
土工膜焊接方法与焊缝检测:热楔焊、挤出焊、气压测试、真空箱测试
如何焊接HDPE土工膜:热楔焊与挤出焊两种工艺,以及焊缝检测方法——气压测试、真空箱测试、破坏性剥离/剪切测试,附常见安装缺陷与锚固沟做法。
HDPE土工膜的两种焊接方式,以及各自适用场合
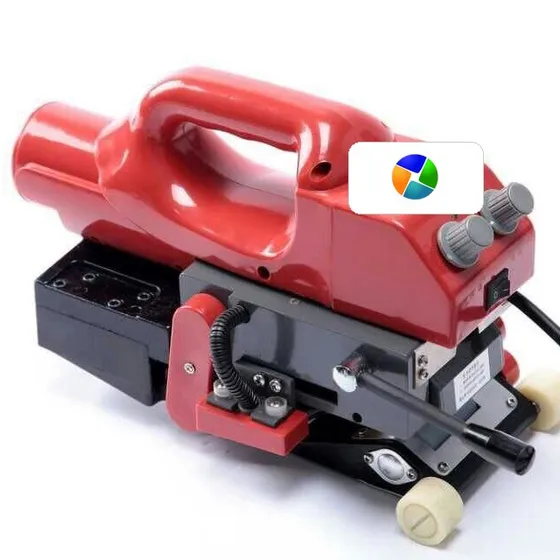
土工膜衬垫几乎不会从膜面本身渗漏——渗漏点几乎都在焊缝。现场常用两种热熔焊接工艺,合格的施工队不会只用一种工艺对付所有接缝。热楔焊(双轨焊)让加热的金属楔块通过两片搭接膜之间,后面的滚轮同步加压,把聚乙烯熔合成一条连续的双焊道,中间留一条未焊接的气道——正是这条气道让焊缝后续可测。这是长直生产焊缝的主力工艺:一旦通过试焊把机器参数调好,速度快、片与片之间的一致性好。挤出焊则用手持挤出焊枪把熔融HDPE树脂挤成一条焊道覆盖在接缝上,接触即与两片膜熔合。速度慢、更依赖操作员手法,但在穿管、修补、补丁、三缝相交的T形接头,以及焊枪走不了直线的短段或弧形段,挤出焊是唯一可行的工艺。大多数工程两种工艺都会用到:大面积用热楔焊,细节用挤出焊。
焊接工艺流程:开机前必须完成的准备
焊接工艺从开机之前就开始了。膜片按规定宽度搭接(通常75-100毫米),搭接区域清除干净灰尘、水分和打磨残留物,膜片要达到合适的施工温度。每个班组在每班开始时以及现场气候条件变化后都要做一次试焊,当场切成剥离和剪切试样,确认楔温、行走速度和滚压压力,合格后才能开始正式焊缝的施工。氧化或有污染的边缘要打磨处理,折痕和鱼眼要切开、搭接后用挤出焊补焊,而不是直接压平焊死。这些步骤没有一项是可选的,因为焊缝之后要通过气压、真空箱和剥离测试的检验。
气压测试:常规无损检测
每一米热楔双轨焊缝在班组继续往前施工之前都要做气压(气道)测试——这是主要的无损检测方法,速度足够快,可以连续进行。焊缝段两端封堵,一根针插入两条焊道之间未焊接的气道,气道加压(约200-250千帕,视焊机和焊缝宽度而定)后保压。如果压力表在规定时间内(通常2-5分钟)保压,压降不超过允许值,该段焊缝判定合格。压降说明气道内存在通路——可能是漏焊点、冷焊点,或焊道内夹了异物。该测试能定位失败的焊缝段,但不能指出具体缺陷位置;班组用挤出焊补焊该段并复测合格后才能覆盖。此方法只适用于气道完整的热楔双轨焊缝,不适用于单轨焊、挤出焊或气道已被破坏的焊缝。
真空箱测试:气压测试够不到的地方
挤出焊焊缝、T形接头、补丁和单轨焊没有气道可加压,因此改用真空箱测试。在焊缝区域刷一层肥皂水,把带密封边的透明真空箱扣在上面,抽至设定负压(约35千帕,相当于5 psi)并保持10-15秒。焊缝有渗漏点会在真空箱透明盖下方冒出肉眼可见的肥皂泡;完好的焊缝不会起泡。真空箱测试比气压测试慢,因为要逐段走过每一处不能做气压测试的焊缝,但它是唯一能够以无损方式确认穿管件、管靴、拐角和补丁周边焊缝质量的方法——而这些恰恰是几何形状迫使工人手工焊接、统计上最容易渗漏的位置。
破坏性测试、常见缺陷与闭环质量控制
无损检测只能确认焊缝的连续性,不能确认强度——为此,施工队要按固定间距(常见为每150-500米,视项目规范而定)从已完成的正式焊缝上切取破坏性试样,送到现场或实验室压力机做剥离和剪切测试。剥离测试把两片膜从焊缝边缘拉开,检验的是膜片本身是否先于焊缝撕裂(即膜材撕裂破坏,这是期望的结果),而不是焊缝沿熔合线整齐地被拉开。剪切测试沿焊缝宽度方向拉伸,确认焊缝在受力下的粘接强度。这就是破坏性与非破坏性焊缝检测的实际分工:无损检测(气压、真空箱)对每一米焊缝做连续性检查而不破坏它;破坏性测试在取样点检验强度,会消耗试样,所以只能按间距抽检,且每个取样切口都要补焊并用真空箱复测合格后才能验收。除焊缝本身外,反复出现的土工膜安装缺陷包括:膜片铺得过紧、没有为热胀冷缩留余量;折痕直接压平焊死而不是切开补焊;焊道内夹带污染物;以及焊接参数超出当天试焊确认的窗口。在膜边处,正确施工的锚固沟做法——通常深300毫米,膜片沿边坡上翻并折入沟内再回填——把整个衬垫在张力下锁定,而不是靠焊缝硬扛边缘的拉力。把焊接工艺、逐缝的气压/真空箱检测,加上按间距的破坏性抽样结合起来,土工膜渗漏检测就变成了施工过程内置的一环,而不是水池或填埋区蓄水之后才发现的问题。
免费领取土工材料选型与规格指南
材料牌号、厚度/克重选型与项目价格区间,发到您邮箱。
常见问题
土工膜焊缝检测有哪些ASTM标准?
ASTM D6392涵盖HDPE热熔焊缝的剥离、剪切强度以及气道压力测试;ASTM D5641涵盖真空箱测试;ASTM D4437规定了已安装土工膜无损检测的通用做法。项目技术规范通常直接引用这些标准作为合格判定依据。
挤出焊焊缝可以做气压测试吗?
不可以。气压测试依赖两条热楔双轨焊道之间未焊接的气道。挤出焊焊道、单轨焊、补丁和T形接头没有气道,只能用真空箱测试检验。
破坏性焊缝试样多久取一次?
通常每150-500米已完成焊缝取一次,具体按项目规范执行,靠近穿管件和修补处取样会更密。每个取样切口都要补焊并用真空箱复测合格后才能验收。
现场土工膜焊接失败最常见的原因是什么?
搭接区污染(灰尘、水分、打磨残留物),焊接参数超出当天试焊确认的窗口,以及折痕直接压平焊死而不是切开后用挤出焊补焊。