 Geomembranas
Geomembranas Geomembrana PEAD
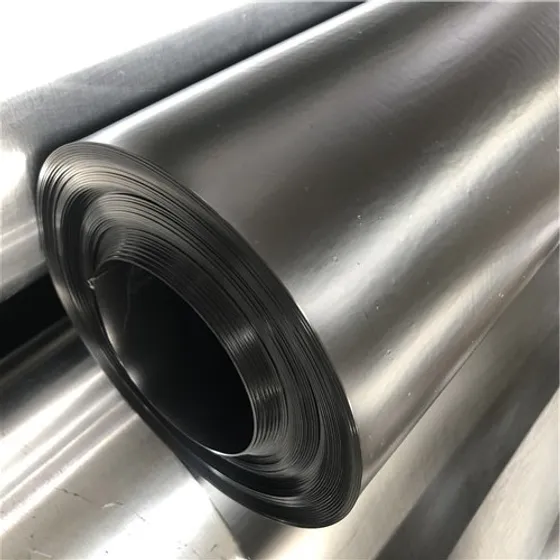
Geomembrana PEAD lisa conforme GRI-GM13 — manta de polietileno de alta densidade impermeável para lagoa, aterro e contenção, 0,75–3,0 mm.
- GRI-GM13
- 0,75–3,0 mm (30–120 mil)
- Lisa · preta
Como soldar geomembrana HDPE com solda de cunha quente e extrusora, e como comprovar a costura: teste de pressão de ar, caixa de vácuo e ensaio destrutivo de arrancamento/cisalhamento.
Um revestimento de geomembrana raramente vaza pela manta em si — vaza pela costura. Dois métodos de termofusão são usados em obra, e um instalador competente não se limita a apenas um para todas as juntas. A solda de cunha quente passa uma cunha metálica aquecida entre duas mantas sobrepostas enquanto roletes pressionam e fundem o polietileno em um cordão duplo contínuo, deixando um canal de ar não soldado no meio — é esse canal que torna a costura testável depois. É o método padrão para costuras longas e retas de produção: rápido e consistente assim que a máquina é calibrada com uma solda-teste. A solda por extrusão, por sua vez, aplica manualmente um cordão de resina HDPE fundida sobre a junta, fundindo ao contato com as duas mantas. É mais lenta e mais dependente do operador, mas é o único método viável em penetrações, reparos, remendos, junções em T e trechos curtos ou curvos onde uma soldadora de cunha não consegue seguir a linha. A maioria das instalações usa os dois métodos: cunha quente no campo, extrusão nos detalhes.
O procedimento começa antes de a soldadora ser ligada. As mantas são sobrepostas na largura especificada (geralmente 75-100 mm), a zona de sobreposição é limpa de poeira, umidade ou resíduo de lixamento, e a manta precisa atingir a temperatura de trabalho correta. Cada equipe faz uma solda-teste no início do turno e a cada mudança nas condições ambientais, cortada na hora em corpos de prova de arrancamento e cisalhamento para validar temperatura, velocidade e pressão antes de soldar um metro sequer de produção. Bordas oxidadas ou contaminadas são lixadas, dobras e rugas são cortadas, sobrepostas e remendadas por extrusão em vez de soldadas planas. Nada disso é opcional se a costura precisa passar depois nos testes de ar, vácuo e arrancamento.
Cada metro de costura de cordão duplo recebe o teste de pressão de ar (canal) antes de a equipe avançar — é o controle não destrutivo principal e rápido o suficiente para ser feito continuamente. As duas extremidades do trecho são vedadas, uma agulha é inserida no canal não soldado entre os dois cordões, o canal é pressurizado (cerca de 200-250 kPa, conforme a máquina e a largura da costura) e a pressão é mantida. Se o manômetro sustenta a pressão pelo tempo especificado (dois a cinco minutos, tipicamente) sem queda relevante, a costura é aprovada. Uma queda de pressão indica um caminho aberto no canal — uma falha de solda, um ponto frio, um resíduo preso. O teste localiza o trecho com defeito, mas não o defeito exato; a equipe re-solda por extrusão e testa de novo antes de cobrir. Esse teste só vale para costuras de cunha quente de cordão duplo com canal intacto.
Costuras por extrusão, junções em T, remendos e cordões simples não têm canal para pressurizar, então são controlados com a caixa de vácuo. A área da costura é pincelada com água com sabão, uma caixa transparente com vedação é posicionada sobre ela e evacuada a uma pressão negativa fixa (cerca de 35 kPa, uns 5 psi) por 10-15 segundos. Um vazamento aparece como bolhas de sabão visíveis através da tampa; uma costura sã não produz nenhuma. É mais lento que o teste de ar porque é feito trecho a trecho, mas é a única forma confiável de confirmar sem destruir as soldas ao redor de penetrações, passa-muros, cantos e remendos — justamente os pontos com maior probabilidade estatística de vazamento.
Os testes não destrutivos confirmam continuidade, não resistência: por isso são cortados corpos de prova destrutivos da costura de produção em intervalos regulares (frequentemente a cada 150-500 m, conforme especificação) e ensaiados em arrancamento e cisalhamento em prensa. O ensaio de arrancamento separa as duas mantas pela borda da costura e verifica se a própria manta rompe antes da solda (ruptura por rasgo do filme, o resultado desejado) em vez de a costura se abrir limpamente pela linha de fusão. O ensaio de cisalhamento traciona a costura ao longo da largura para confirmar a resistência sob carga. Cada ponto de corte é remendado e testado novamente com caixa de vácuo antes de ser aceito. Além da costura, os defeitos de instalação recorrentes são uma manta esticada demais sem folga para contração térmica, rugas soldadas planas em vez de cortadas e remendadas, contaminação presa no cordão, e solda fora da janela validada no teste do dia. Na borda, uma vala de ancoragem bem executada — tipicamente 300 mm de profundidade, com a manta subindo o talude e dobrada dentro da vala antes do reaterro — trava o conjunto sob tensão.
Guia grátis de seleção e especificações de geossintéticos
Tipos de material, dimensionamento de espessura/gramatura e faixas de preço para seu projeto — no seu e-mail.
A ASTM D6392 cobre arrancamento, cisalhamento e o teste de pressão de ar para costuras termofundidas de HDPE; a ASTM D5641 cobre a caixa de vácuo; a ASTM D4437 fixa a prática geral de ensaios não destrutivos.
Não. O teste de ar exige o canal não soldado entre dois cordões de cunha quente. Soldas por extrusão, cordões simples, remendos e junções em T são controlados com caixa de vácuo.
Geralmente a cada 150-500 m de costura concluída, conforme especificação do projeto, com maior frequência perto de penetrações e reparos. Cada corte é remendado e testado a vácuo antes de aceito.
Contaminação na sobreposição (poeira, umidade, resíduo de lixamento), soldar fora dos ajustes validados no teste do dia, e rugas soldadas planas em vez de cortadas e remendadas por extrusão.
Geomembranas Geomembrana PEAD lisa conforme GRI-GM13 — manta de polietileno de alta densidade impermeável para lagoa, aterro e contenção, 0,75–3,0 mm.
 Equipamentos de instalação
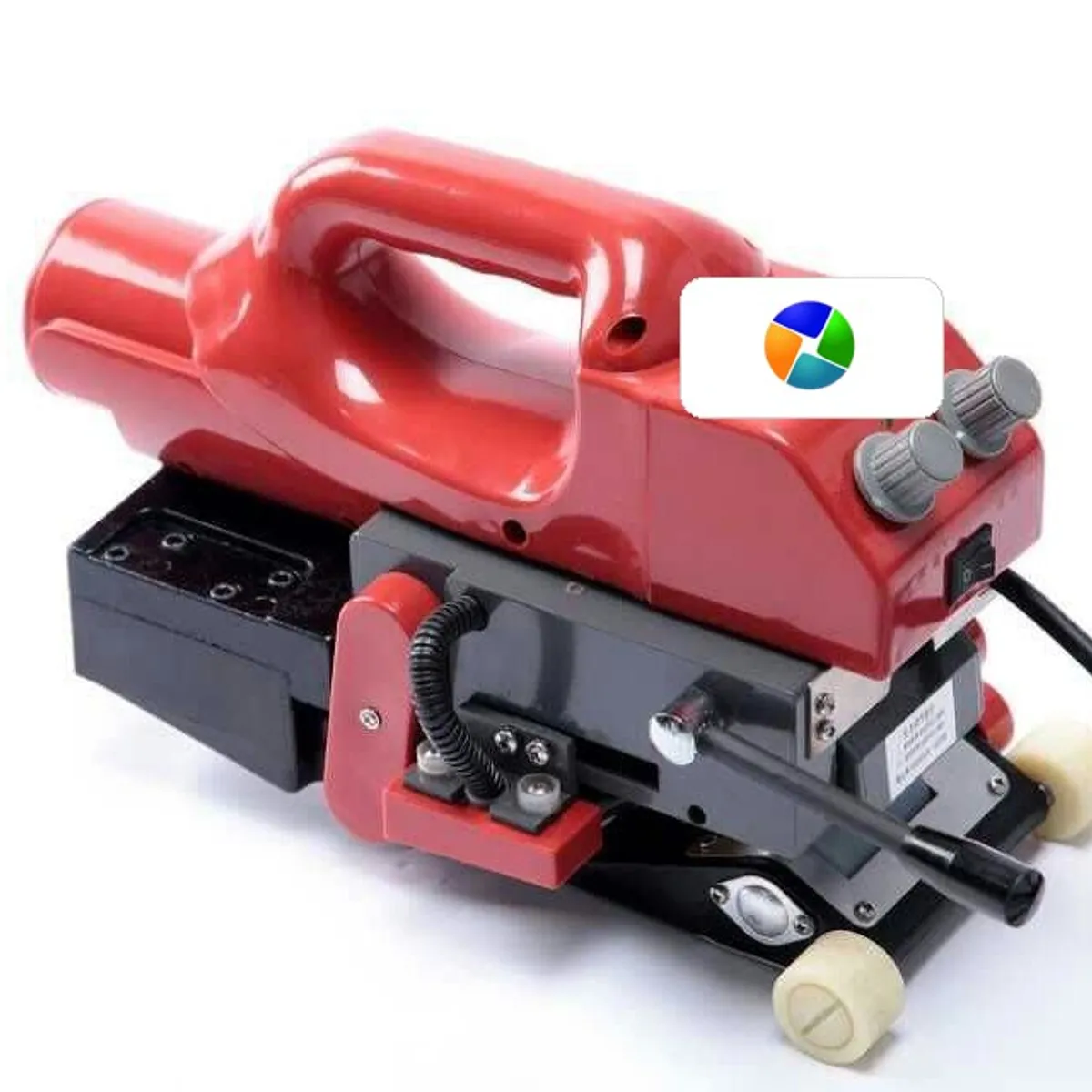
Equipamentos de instalação Máquina de solda para geomembrana (soldadora de cunha quente) para a instalação de revestimento PEAD — uma máquina potente, rápida e confiável para juntas estanques de revestimento.
Informe sua aplicação e quantidade — nossa equipe de língua inglesa responde em um dia útil.