 Geomembrane
Geomembrane Geomembran HDPE
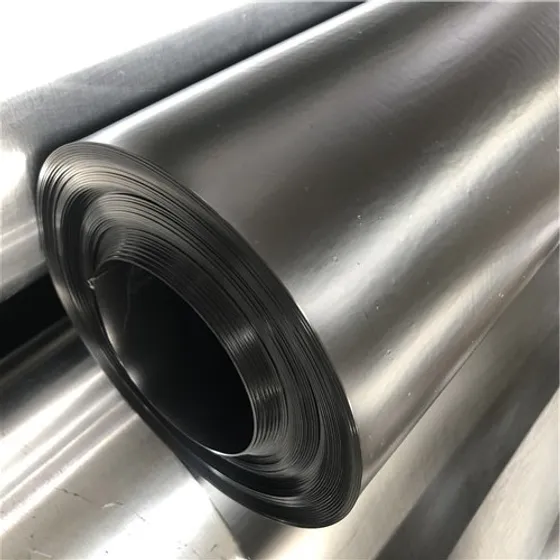
Geomembran HDPE halus standar GRI-GM13 — liner HDPE kedap air dari high density polyethylene untuk liner kolam, TPA, dan penampungan, ketebalan 0,75–3,0 mm.
- GRI-GM13
- 0,75–3,0 mm (30–120 mil)
- Halus · Hitam
Panduan instalasi geomembran HDPE: cara las geomembrane HDPE dengan hot-wedge dan ekstrusi, lalu uji sambungan — uji tekanan udara, vacuum box, dan uji tarik destruktif (peel/shear).
Kebocoran pada liner geomembran hampir tidak pernah berasal dari lembaran itu sendiri — melainkan dari sambungannya. Ada dua metode fusi panas yang dipakai di lapangan selama instalasi geomembran hdpe, dan tim instalasi yang baik tidak hanya memakai satu metode untuk semua jenis sambungan. Las hot-wedge mengalirkan baji logam panas di antara dua lembar yang saling tumpang tindih sambil roller menekan dan menyatukan polietilena menjadi jalur las ganda menerus, menyisakan saluran udara yang tidak dilas di tengahnya — saluran inilah yang membuat sambungan bisa diuji kemudian. Ini metode utama untuk sambungan produksi yang panjang dan lurus: cepat dan konsisten begitu mesin dikalibrasi lewat las percobaan. Las ekstrusi justru mengalirkan lelehan resin HDPE secara manual di atas sambungan, menyatu begitu menyentuh kedua lembar. Lebih lambat dan sangat bergantung pada keahlian operator, tetapi menjadi satu-satunya metode praktis di sekitar penetrasi pipa, perbaikan, tambalan, sambungan bentuk T, serta jalur pendek atau melengkung yang tidak bisa diikuti mesin hot-wedge. Sebagian besar proyek memakai keduanya: hot-wedge untuk area luas, ekstrusi untuk detail.
Prosedur dimulai sebelum mesin las dinyalakan. Lembaran ditumpangkan sesuai lebar yang disyaratkan (umumnya 75-100 mm), area tumpang tindih dibersihkan dari debu, kelembapan, atau sisa gerinda, dan lembaran harus mencapai suhu kerja yang tepat. Setiap tim membuat las percobaan di awal shift dan setiap kali kondisi lingkungan berubah, langsung dipotong menjadi spesimen uji peel dan shear untuk memastikan suhu, kecepatan, dan tekanan sebelum satu meter pun sambungan produksi dilas. Tepi yang teroksidasi atau kotor digerinda, lipatan dan gelembung dipotong, ditumpangkan lalu ditambal dengan las ekstrusi alih-alih dilas rata begitu saja. Tidak satu pun langkah ini opsional jika sambungan harus lolos uji udara, vacuum, dan peel berikutnya.
Setiap meter sambungan hot-wedge jalur ganda menjalani uji tekanan udara (saluran) sebelum tim melanjutkan pekerjaan — ini pengujian non-destruktif utama dan cukup cepat untuk dilakukan terus-menerus. Kedua ujung segmen sambungan disegel, jarum dimasukkan ke saluran yang tidak dilas di antara dua jalur las, saluran diberi tekanan (sekitar 200-250 kPa tergantung mesin dan lebar sambungan) lalu ditahan. Jika alat ukur menahan tekanan selama waktu yang disyaratkan (biasanya dua hingga lima menit) tanpa penurunan berarti, sambungan dinyatakan lolos. Penurunan tekanan menandakan ada jalur terbuka di saluran — lompatan las, titik dingin, atau kotoran yang terjebak di dalam las. Uji ini menunjukkan lokasi segmen yang gagal tetapi bukan letak cacat yang persis; tim mengelas ulang dengan ekstrusi lalu menguji ulang sebelum ditimbun. Uji ini hanya berlaku untuk sambungan hot-wedge jalur ganda dengan saluran yang masih utuh.
Sambungan ekstrusi, sambungan bentuk T, tambalan, dan las jalur tunggal tidak punya saluran untuk diberi tekanan, sehingga diperiksa dengan vacuum box. Area sambungan dioles larutan sabun, kotak transparan dengan segel karet diletakkan di atasnya lalu divakumkan hingga tekanan negatif tertentu (sekitar 35 kPa, kira-kira 5 psi) selama 10-15 detik. Kebocoran akan terlihat sebagai gelembung sabun yang muncul jelas lewat tutup kotak; sambungan yang baik tidak menunjukkan gelembung sama sekali. Lebih lambat daripada uji udara karena harus dilakukan segmen demi segmen, tetapi ini satu-satunya cara andal untuk memastikan tanpa merusak sambungan di sekitar penetrasi, boot pipa, sudut, dan tambalan — justru titik yang secara statistik paling rawan bocor.
Uji non-destruktif hanya memastikan kontinuitas, bukan kekuatan — karena itu spesimen destruktif dipotong dari sambungan produksi pada interval tetap (sering setiap 150-500 m sesuai spesifikasi proyek) lalu diuji peel dan shear dengan alat press. Uji peel menarik memisahkan kedua lembar di tepi sambungan dan memeriksa apakah lembaran itu sendiri yang robek lebih dulu sebelum lasnya (film tear bond, hasil yang diharapkan) alih-alih sambungan terbuka bersih mengikuti garis fusi. Uji shear menarik sambungan sepanjang lebarnya untuk memastikan kekuatan ikatan menahan beban. Setiap titik potong ditambal lalu diuji ulang dengan vacuum box sebelum diterima. Selain sambungan, cacat instalasi yang berulang adalah lembaran ditarik terlalu kencang tanpa kelonggaran untuk penyusutan akibat suhu, lipatan dilas rata alih-alih dipotong dan ditambal, kontaminasi terjebak di jalur las, dan pengelasan di luar rentang yang divalidasi las percobaan hari itu. Di tepi lembaran, detail parit angkur yang dibuat dengan benar — umumnya dalam 300 mm, lembaran dinaikkan ke lereng lalu dilipat ke dalam parit sebelum ditimbun — mengunci seluruh instalasi dalam kondisi tertarik.
Panduan Spesifikasi & Pemilihan Geosintetik (gratis)
Grade material, ukuran ketebalan/gramasi, dan kisaran harga untuk proyek Anda — ke email Anda.
ASTM D6392 mencakup uji peel, shear, dan tekanan udara untuk sambungan fusi panas HDPE; ASTM D5641 mencakup uji vacuum box; ASTM D4437 menetapkan praktik umum pengujian non-destruktif.
Tidak. Uji udara membutuhkan saluran tidak dilas di antara dua jalur hot-wedge. Las ekstrusi, jalur tunggal, tambalan, dan sambungan bentuk T diperiksa dengan vacuum box.
Umumnya setiap 150-500 m sambungan yang selesai, sesuai spesifikasi proyek, lebih rapat di dekat penetrasi dan perbaikan. Setiap titik potong ditambal dan diuji ulang dengan vacuum sebelum diterima.
Kontaminasi pada area tumpang tindih (debu, kelembapan, sisa gerinda), pengelasan di luar pengaturan yang divalidasi las percobaan hari itu, dan lipatan yang dilas rata alih-alih dipotong dan ditambal dengan ekstrusi.
Geomembrane Geomembran HDPE halus standar GRI-GM13 — liner HDPE kedap air dari high density polyethylene untuk liner kolam, TPA, dan penampungan, ketebalan 0,75–3,0 mm.
 Peralatan pemasangan
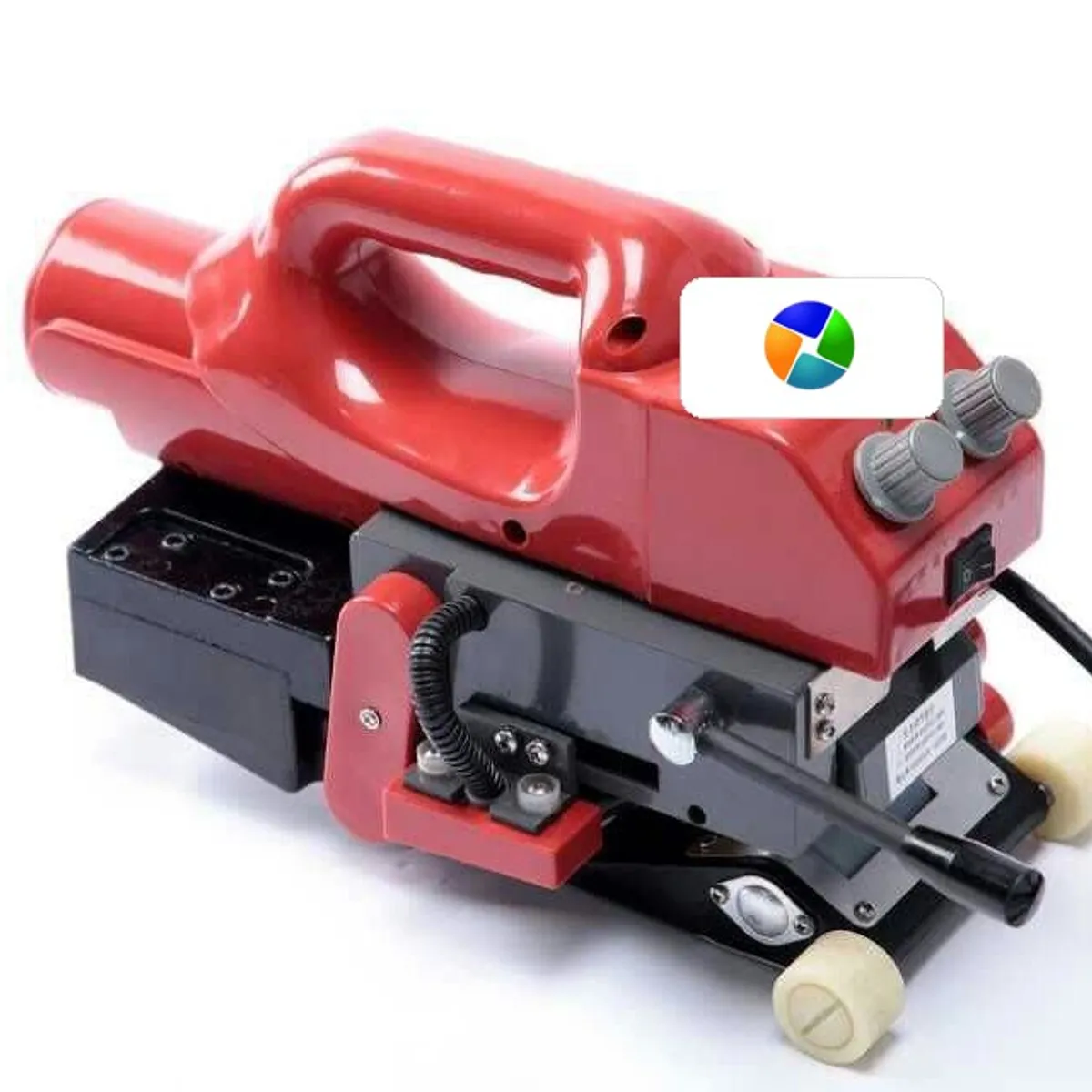
Peralatan pemasangan Geomembrane welding machine (mesin las hot wedge) untuk pemasangan liner HDPE — mesin las berdaya tinggi, cepat, dan andal untuk sambungan liner yang kedap air.
Beri tahu kami aplikasi dan kuantitas Anda — tim kami yang berbahasa Inggris membalas dalam satu hari kerja.