Dos formas de soldar geomembrana HDPE, y cuándo usar cada una
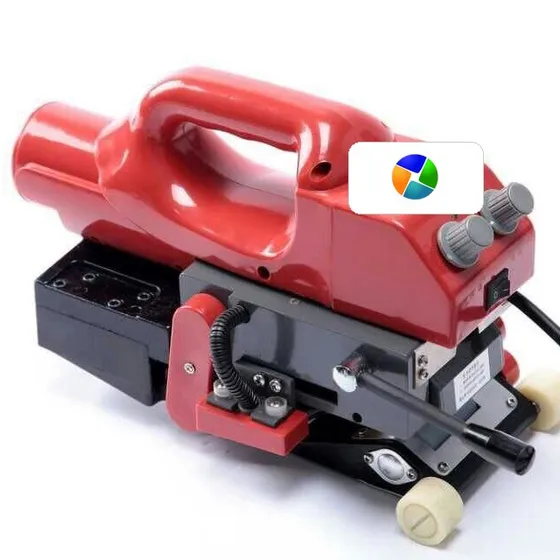
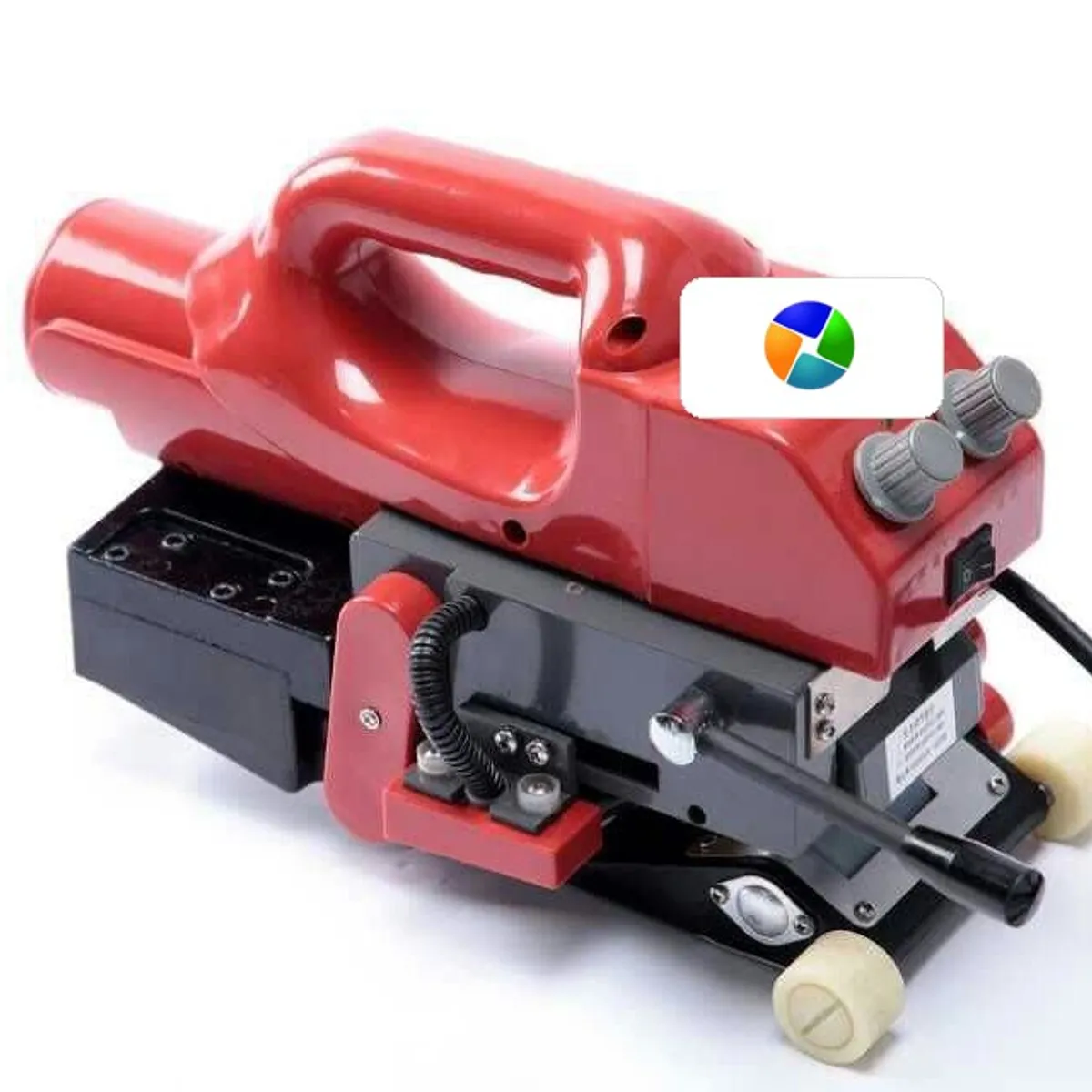
Un revestimiento de geomembrana casi nunca falla por el paño en sí — falla por la costura. En obra se usan dos métodos de termofusión y un instalador competente no se limita a uno solo para todas las juntas. La soldadura de cuña caliente pasa una cuña metálica calentada entre dos paños solapados mientras unos rodillos presionan y funden el polietileno en un doble cordón continuo, dejando un canal de aire sin soldar en el centro — ese canal es lo que permite probar la costura después. Es el método estándar para costuras largas y rectas de producción: rápido y consistente una vez calibrada la máquina con una soldadura de prueba. La soldadura por extrusión, en cambio, aplica a mano un cordón de resina HDPE fundida sobre la junta, fusionándose al contacto con ambos paños. Así es como se aprende a como soldar geomembrana con pistola de calor: es más lenta y depende más del operario, pero es el único método práctico en penetraciones, reparaciones, parches, uniones en T y tramos cortos o curvos donde una soldadora de cuña no puede seguir la línea. La mayoría de instalaciones usa ambos métodos: cuña caliente para el campo, extrusión para los detalles.
Procedimiento de soldadura: qué debe pasar antes de encender la máquina
Quien está aprendiendo como soldar geomembrana sabe que el procedimiento empieza antes de encender la soldadora. Los paños se solapan al ancho especificado (normalmente 75-100 mm), la zona de solape se limpia de polvo, humedad o residuo de lijado, y el paño debe alcanzar una temperatura de trabajo adecuada. Cada cuadrilla hace una soldadura de prueba al inicio del turno y ante cualquier cambio de condiciones ambientales, cortada de inmediato en probetas de pelado y cizalla para validar temperatura, velocidad y presión antes de soldar un solo metro de producción. Los bordes oxidados o contaminados se lijan, los pliegues y arrugas se cortan, se solapan y se parchan con extrusión en vez de soldarse planos. Nada de esto es opcional si la costura debe pasar las pruebas de aire, vacío y pelado después.
Prueba de aire: el control no destructivo de rutina
Cada metro de costura de doble cordón recibe la prueba de presión de aire (canal) antes de que la cuadrilla avance — es el control no destructivo principal y es lo bastante rápido para hacerse de forma continua. Se sellan ambos extremos del tramo, se inserta una aguja en el canal sin soldar entre los dos cordones, se presuriza (aproximadamente 200-250 kPa según la máquina y el ancho de costura) y se mantiene la presión. Si el manómetro sostiene la presión durante el tiempo especificado (dos a cinco minutos, típicamente) sin caída significativa, la costura pasa. Una caída de presión indica una vía abierta en el canal — un salto de soldadura, un punto frío, un residuo atrapado. La prueba localiza el tramo con falla pero no el defecto exacto; la cuadrilla resuelda con extrusión y vuelve a probar antes de tapar. Esta prueba solo aplica a costuras de cuña caliente de doble cordón con canal intacto.
Caja de vacío: el control no destructivo donde el aire no llega
Las costuras por extrusión, uniones en T, parches y cordones simples no tienen canal que presurizar, así que se controlan con la caja de vacío. Se aplica agua jabonosa sobre la zona de la costura, se coloca encima una caja transparente con junta sellante y se evacúa a una presión negativa fija (unos 35 kPa, cerca de 5 psi) durante 10-15 segundos. Una fuga aparece como burbujas de jabón visibles a través de la tapa; una costura sana no produce ninguna. Es más lenta que la prueba de aire porque se hace tramo por tramo, pero es la única forma confiable de confirmar sin destruir las soldaduras alrededor de penetraciones, pasamuros, esquinas y parches — justo los puntos con más probabilidad estadística de fuga.
Ensayo destructivo, defectos comunes y cierre del control
Las pruebas no destructivas confirman continuidad, no resistencia: para eso se cortan probetas destructivas de la costura de producción a intervalos regulares (a menudo cada 150-500 m, según especificación) y se ensayan a pelado y cizalla en prensa. El ensayo de pelado separa los dos paños por el borde de la costura y verifica que el paño mismo falle antes que la soldadura (rotura por desgarro de película, el resultado buscado) en vez de que la costura se abra limpiamente por la línea de fusión. El ensayo de cizalla tracciona la costura en su ancho para confirmar la resistencia bajo carga. Cada punto de corte se parcha y se vuelve a controlar con caja de vacío antes de aceptarse. Más allá de la costura, los defectos de instalación recurrentes son un paño tendido demasiado tenso sin holgura para la contracción térmica, arrugas soldadas planas en vez de cortadas y parchadas, contaminación atrapada en el cordón, y soldadura fuera de la ventana validada en la prueba del día. En el borde, una zanja de anclaje bien ejecutada — típicamente 300 mm de profundidad, con el paño subido por el talud y doblado dentro de la zanja antes del relleno — fija el conjunto bajo tensión.
Guía gratis de selección y especificaciones de geosintéticos
Grados de material, dimensionamiento de espesor/gramaje y rangos de precio para su proyecto — a su correo.
 Geomembranas
Geomembranas