Hai cách hàn màng chống thấm HDPE, và khi nào dùng cách nào
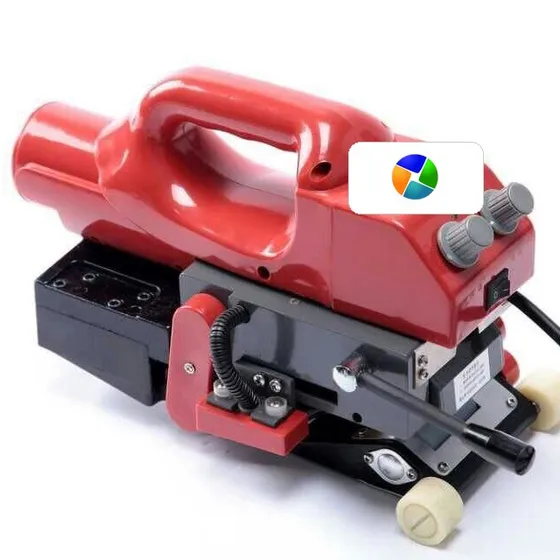
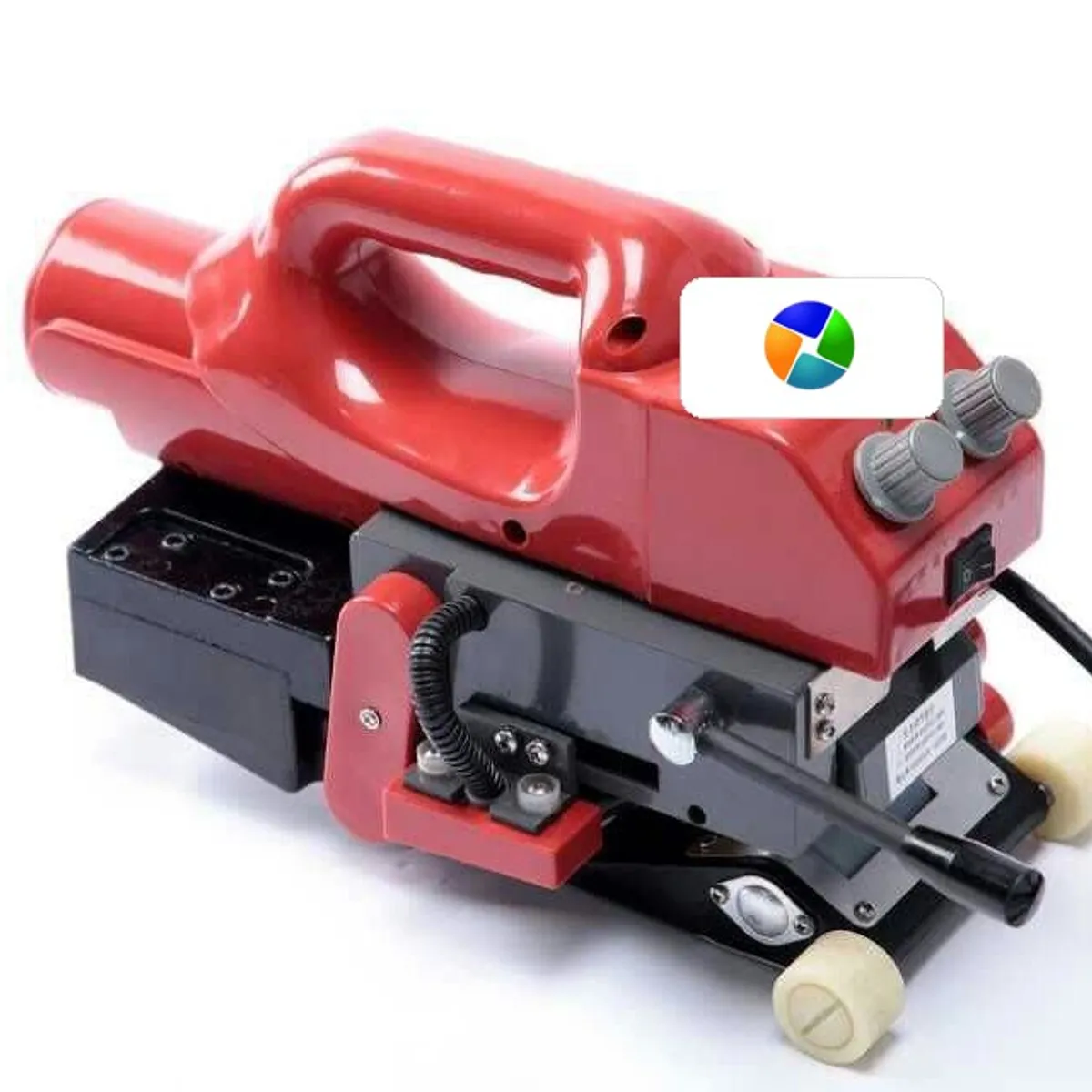
Một tấm màng chống thấm hầu như không rò rỉ từ chính tấm bạt — mà rò rỉ từ mối hàn. Có hai phương pháp hàn nhiệt được dùng trên công trường trong quá trình thi công màng chống thấm hdpe, và một đội thi công tốt không chỉ dùng một phương pháp cho mọi mối nối. Hàn nêm nhiệt (hot-wedge) đưa một nêm kim loại được nung nóng chạy giữa hai tấm bạt chồng mí, đồng thời con lăn ép hai lớp polyethylene nóng chảy vào nhau thành đường hàn đôi liên tục, để lại một rãnh khí không hàn ở giữa — chính rãnh này giúp kiểm tra mối hàn sau đó. Đây là phương pháp chủ lực cho các đường hàn thẳng, dài trong sản xuất đại trà: nhanh và ổn định khi máy đã được hiệu chỉnh qua một mối hàn thử. Hàn đùn (extrusion) thì dùng máy hàn bạt hdpe cầm tay đùn một dải nhựa HDPE nóng chảy phủ lên mối nối, tự dính chặt vào cả hai tấm khi tiếp xúc. Chậm hơn và phụ thuộc nhiều vào tay nghề thợ hàn, nhưng là phương pháp duy nhất khả thi quanh các vị trí xuyên ống, sửa chữa, vá, mối nối chữ T, và các đoạn ngắn hoặc cong mà máy hàn nêm không bám theo được. Hầu hết công trình dùng cả hai: hàn nêm cho phần đại trà, hàn đùn cho các chi tiết.
Quy trình hàn: những gì phải làm trước khi bật máy
Quy trình bắt đầu trước khi bật máy hàn. Các tấm bạt được chồng mí đúng bề rộng quy định (thường 75-100 mm), khu vực chồng mí được lau sạch bụi, hơi ẩm hoặc bụi mài, và tấm bạt cần đạt nhiệt độ thi công phù hợp. Mỗi đội thợ thực hiện một mối hàn thử vào đầu ca và mỗi khi điều kiện thời tiết thay đổi, cắt ngay thành mẫu thử kéo bóc và cắt để xác nhận nhiệt độ, tốc độ và lực ép trước khi hàn bất kỳ mét nào của mối hàn sản xuất. Các mép bị oxy hóa hoặc bẩn được mài sạch, các nếp gấp và bong bóng khí được cắt bỏ, chồng mí rồi vá bằng hàn đùn thay vì hàn phẳng đè lên. Không bước nào trong số này là tùy chọn nếu mối hàn phải vượt qua các bài kiểm tra khí, chân không và kéo bóc sau đó.
Thử áp suất khí: kiểm tra không phá hủy thường quy
Mỗi mét mối hàn nêm đôi đều được thử áp suất khí (rãnh khí) trước khi đội thi công tiếp tục — đây là kiểm tra không phá hủy chính và đủ nhanh để thực hiện liên tục. Hai đầu đoạn mối hàn được bịt kín, một kim được cắm vào rãnh khí giữa hai đường hàn, rãnh được bơm áp suất (khoảng 200-250 kPa tùy máy và bề rộng mối hàn) rồi giữ áp. Nếu đồng hồ giữ được áp suất trong thời gian quy định (thường hai đến năm phút) mà không tụt đáng kể, mối hàn đạt. Áp suất tụt cho thấy có đường hở trong rãnh — một đoạn hàn bỏ sót, điểm nguội, hoặc mảnh vụn kẹt trong mối hàn. Bài kiểm tra chỉ ra đoạn lỗi nhưng không chỉ ra chính xác vị trí khuyết tật; đội thợ hàn đùn lại đoạn đó và kiểm tra lại trước khi phủ lấp. Kiểm tra này chỉ áp dụng cho mối hàn nêm đôi còn nguyên rãnh khí.
Hộp chân không: kiểm tra không phá hủy ở nơi thử khí không tới được
Mối hàn đùn, mối nối chữ T, miếng vá và mối hàn đơn không có rãnh khí để bơm áp, nên được kiểm tra bằng hộp chân không. Khu vực mối hàn được quét dung dịch xà phòng, một hộp trong suốt có gioăng kín được đặt lên trên và hút chân không đến áp suất âm cố định (khoảng 35 kPa, xấp xỉ 5 psi) trong 10-15 giây. Chỗ rò rỉ sẽ hiện bọt xà phòng nhìn thấy rõ qua nắp hộp; mối hàn tốt không có bọt nào. Chậm hơn thử khí vì phải làm từng đoạn một, nhưng đây là cách duy nhất đáng tin cậy để xác nhận không phá hủy các mối hàn quanh vị trí xuyên ống, cổ ống, góc và miếng vá — đúng những vị trí có xác suất rò rỉ cao nhất.
Thử phá hủy, các lỗi thường gặp, và khép kín vòng kiểm soát
Kiểm tra không phá hủy chỉ xác nhận độ liên tục, không xác nhận độ bền — vì vậy mẫu thử phá hủy được cắt từ mối hàn sản xuất theo khoảng cách cố định (thường mỗi 150-500 m theo yêu cầu dự án) và đem thử kéo bóc và cắt bằng máy ép. Thử kéo bóc kéo tách hai tấm bạt tại mép mối hàn và kiểm tra xem chính tấm bạt có bị rách trước mối hàn hay không (rách màng, kết quả mong muốn) thay vì mối hàn bung ra gọn theo đường hàn. Thử cắt kéo căng mối hàn theo chiều rộng để xác nhận độ bền dưới tải. Mỗi vị trí cắt mẫu đều được vá lại và kiểm tra lại bằng hộp chân không trước khi nghiệm thu. Ngoài mối hàn, các lỗi thi công thường gặp là bạt căng quá mức không chừa độ chùng cho co ngót nhiệt, nếp gấp được hàn đè phẳng thay vì cắt và vá, bụi bẩn kẹt trong đường hàn, và hàn ngoài dải nhiệt độ đã xác nhận bằng mối hàn thử trong ngày. Ở mép bạt, rãnh neo được thi công đúng cách — thường sâu 300 mm, bạt kéo lên taluy và gập vào rãnh trước khi lấp đất — giữ chặt toàn bộ tấm bạt dưới lực căng.
Hướng dẫn chọn & thông số vật liệu địa kỹ thuật (miễn phí)
Cấp vật liệu, chọn độ dày/định lượng và khoảng giá cho dự án — gửi đến email của bạn.
 Màng chống thấm HDPE (Geomembrane)
Màng chống thấm HDPE (Geomembrane)