 Géomembranes
Géomembranes Géomembrane PEHD
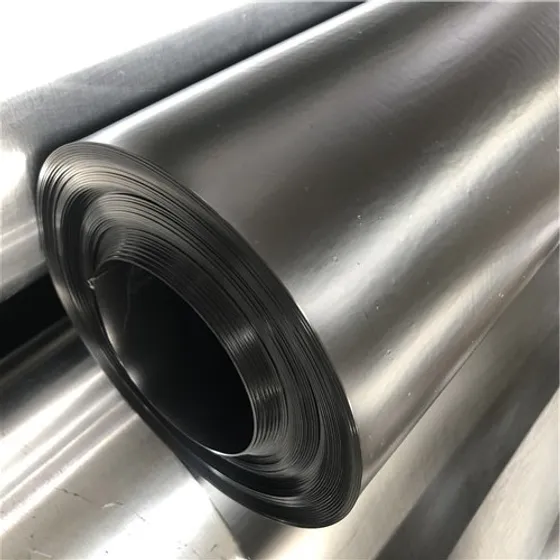
Géomembrane PEHD lisse selon GRI-GM13 — un revêtement étanche en polyéthylène haute densité pour bassin, décharge et confinement, de 0,75 à 3,0 mm (30–120 mil).
- GRI-GM13
- 0,75–3,0 mm (30–120 mil)
- Lisse · noire
Comment souder une géomembrane PEHD (fiche technique en pratique) : thermofusion et extrusion, puis contrôle de la soudure — essai à l'air, boîte à vide, pelage/cisaillement destructif — selon la norme ASTM géomembrane et l'épaisseur géomembrane norme applicable.
Un liner géomembrane ne fuit presque jamais par la nappe elle-même — c'est la soudure qui lâche. Deux méthodes de thermofusion coexistent sur chantier, et un bon installateur ne se limite pas à une seule pour tous les joints. La soudure à coin chauffant (thermofusion) fait passer un coin métallique chauffé entre deux nappes superposées pendant que des galets presseurs fusionnent le polyéthylène en un double cordon continu, avec un canal d'air non soudé au centre — c'est ce canal qui rend la soudure testable ensuite. C'est la méthode de référence pour les longues soudures droites de production : rapide, régulière d'une nappe à l'autre, une fois la machine calée sur une soudure d'essai. La soudure par extrusion dépose au contraire un cordon de résine PEHD fondue à la main sur le joint, qui fusionne au contact avec les deux nappes. Plus lente et plus dépendante de l'opérateur, c'est la seule méthode praticable autour des traversées, réparations, rustines, jonctions en T et tracés courts ou courbes qu'une soudeuse à coin ne peut pas suivre. La plupart des chantiers combinent les deux : coin chauffant pour le linéaire, extrusion pour les détails. L'épaisseur de la nappe et son état — lisse ou texturée — changent les réglages de température et de vitesse ; consultez notre repère d'épaisseur géomembrane norme avant de caler l'essai de soudure.
La procédure commence avant la mise en route de la soudeuse. Les nappes sont recouvertes sur la largeur spécifiée (généralement 75 à 100 mm), la zone de recouvrement est nettoyée de toute poussière, humidité ou résidu de ponçage, et la nappe doit atteindre une température de travail correcte. Chaque équipe réalise une soudure d'essai en début de poste et à chaque changement de conditions ambiantes, découpée aussitôt en éprouvettes de pelage et de cisaillement pour valider température, vitesse et pression avant tout mètre de soudure de production. Les bords oxydés ou contaminés sont poncés, les plis et faux plis sont découpés, recouverts puis rustinés à l'extrusion plutôt que soudés à plat. Rien de tout cela n'est optionnel si la soudure doit passer les essais à l'air, au vide et au pelage.
Chaque mètre de soudure à double cordon reçoit l'essai à l'air (canal) avant que l'équipe n'avance — c'est le contrôle non destructif principal, assez rapide pour être fait en continu. Les deux extrémités du tronçon sont obturées, une aiguille est insérée dans le canal non soudé entre les deux cordons, le canal est mis en pression (environ 200-250 kPa selon la soudeuse et la largeur de soudure) puis la pression est maintenue. Si elle tient pendant le temps spécifié (deux à cinq minutes en général) sans chute significative, la soudure est validée. Une chute de pression signale une voie ouverte — un saut de soudure, un point froid, un débris pris dans le cordon. Le test localise le tronçon en défaut mais pas le défaut exact ; l'équipe ressoude à l'extrusion et recontrôle avant recouvrement. Ce test ne s'applique qu'aux soudures à coin chauffant à double cordon avec canal intact.
Les soudures à l'extrusion, les jonctions en T, les rustines et les cordons simples n'ont pas de canal à mettre en pression : on utilise la boîte à vide. La zone de soudure est badigeonnée d'eau savonneuse, une boîte transparente à joint est posée dessus et mise en dépression (environ 35 kPa, soit 5 psi) pendant 10 à 15 secondes. Une fuite se manifeste par des bulles visibles à travers le couvercle ; une soudure saine n'en produit aucune. Plus lente que l'essai à l'air car elle se fait tronçon par tronçon, c'est le seul moyen fiable de contrôler sans destruction les soudures autour des traversées, manchons, angles et rustines — les points statistiquement les plus exposés.
Les essais non destructifs vérifient la continuité, pas la résistance : pour cela, des éprouvettes destructives sont prélevées sur la soudure de production à intervalle régulier (souvent tous les 150 à 500 m selon le cahier des charges) et testées en pelage et cisaillement. L'essai de pelage écarte les deux nappes au bord de la soudure et vérifie que c'est la nappe elle-même qui rompt avant le cordon (rupture par déchirure du film, résultat visé) plutôt qu'un décollement net le long de la ligne de fusion. L'essai de cisaillement tire la soudure en tension sur sa largeur pour confirmer la résistance sous charge. Chaque point de prélèvement est rustiné puis recontrôlé à la boîte à vide avant validation finale. Au-delà de la soudure, les défauts d'installation récurrents sont une nappe posée trop tendue sans jeu pour la dilatation thermique, des plis soudés à plat au lieu d'être découpés et rustinés, une contamination piégée dans le cordon, et une soudure hors de la fenêtre de température validée par l'essai du jour. En rive, une tranchée d'ancrage correctement exécutée — typiquement 300 mm de profondeur, la nappe remontée sur la pente et repliée dans la tranchée avant remblaiement — verrouille l'ensemble sous tension.
Guide gratuit de sélection et spécifications géosynthétiques
Grades de matériau, dimensionnement épaisseur/grammage et fourchettes de prix pour votre projet — par e-mail.
La norme ASTM géomembrane de référence, l'ASTM D6392, couvre le pelage, le cisaillement et l'essai à l'air pour les soudures thermofusion PEHD ; l'ASTM D5641 couvre la boîte à vide ; l'ASTM D4437 fixe la pratique générale du contrôle non destructif.
Non. L'essai à l'air nécessite le canal non soudé entre deux cordons de coin chauffant. Les soudures à l'extrusion, cordons simples, rustines et jonctions en T sont contrôlés à la boîte à vide.
Généralement tous les 150 à 500 m de soudure achevée, selon le cahier des charges — plus resserré près des traversées. Chaque prélèvement est rustiné et recontrôlé au vide avant réception.
La contamination du recouvrement (poussière, humidité, résidus de ponçage), une soudure hors des réglages validés par l'essai du jour, et des plis soudés à plat au lieu d'être découpés et rustinés à l'extrusion.
Géomembranes Géomembrane PEHD lisse selon GRI-GM13 — un revêtement étanche en polyéthylène haute densité pour bassin, décharge et confinement, de 0,75 à 3,0 mm (30–120 mil).
 Équipements de pose
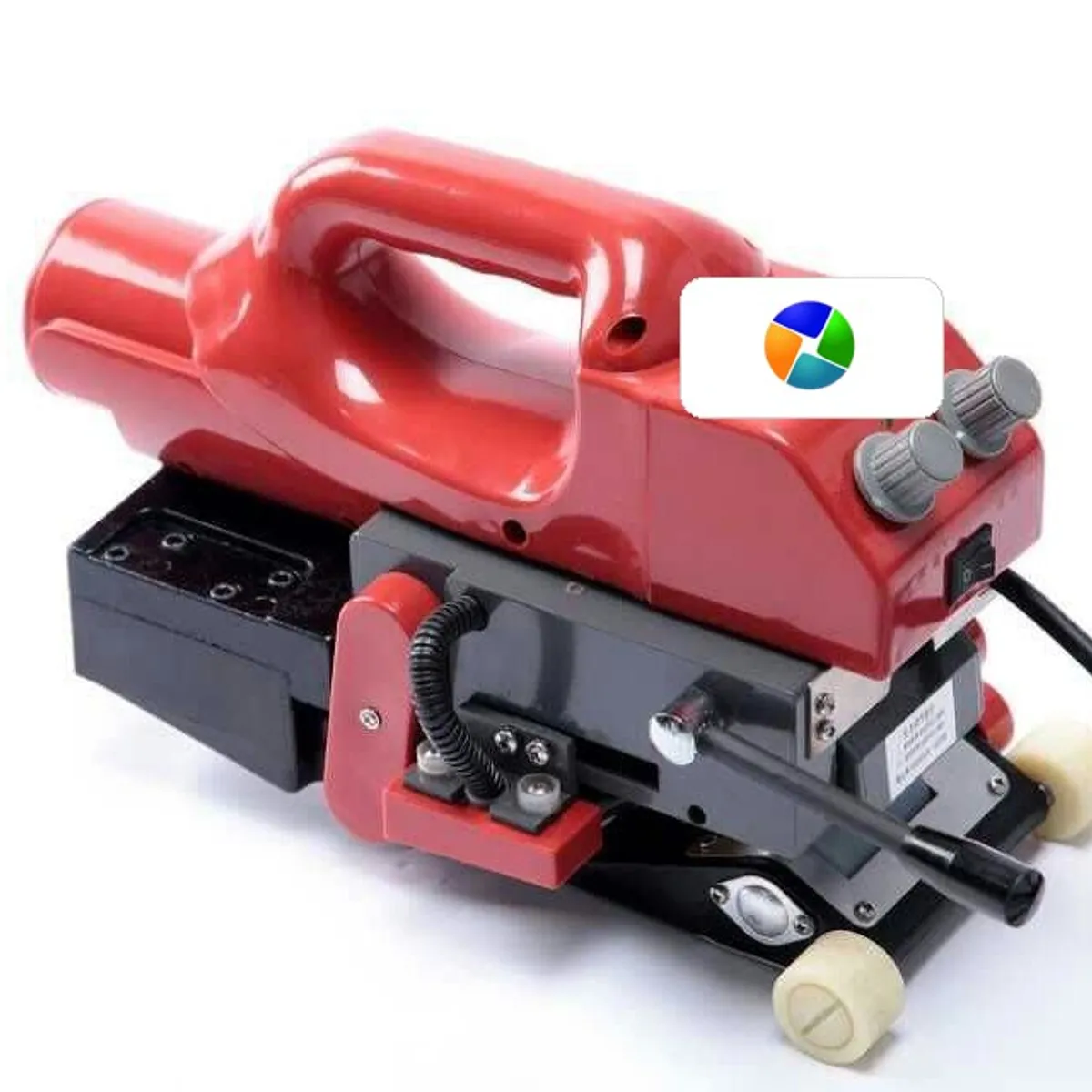
Équipements de pose Soudeuse pour géomembrane (soudeuse à coin chauffant) pour la pose d'écrans PEHD — une machine puissante, rapide et fiable pour des soudures d'écran étanches.
Indiquez-nous votre application et votre quantité — notre équipe anglophone répond sous un jour ouvré.