 Геомембраны
Геомембраны Геомембрана HDPE (ПНД)
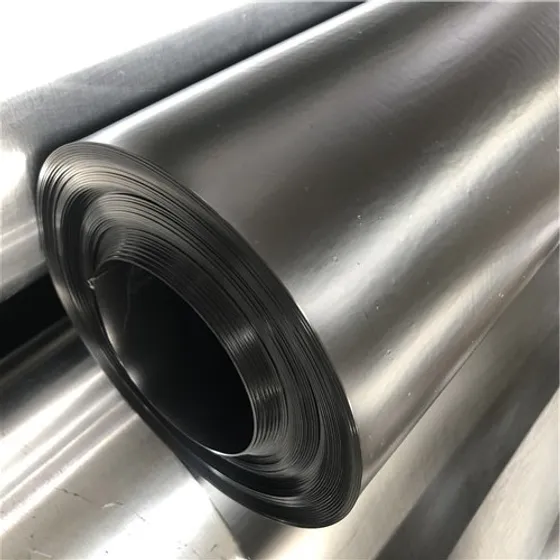
Гладкая геомембрана HDPE (ПНД) по GRI-GM13 — водонепроницаемая полиэтиленовая пленка для пруда, полигона и резервуара, толщина 0,75–3,0 мм.
- GRI-GM13
- 0,75–3,0 мм (30–120 mil)
- Гладкая · чёрная
How to weld HDPE geomembrane with hot-wedge and extrusion welders, then prove the seam: air-pressure test, vacuum box test, destructive peel and shear — and the defects that fail all four.
A geomembrane liner is only as good as its seams — the sheet itself rarely leaks; the joints do. There are two thermal-fusion methods in normal use, and an installer should not default to one for every joint. Hot-wedge welding drives a heated metal wedge between two overlapping panels while trailing rollers press them together, fusing the polyethylene into a continuous dual-track seam with an unwelded air channel down the middle — this channel is what makes the seam testable later. Hot-wedge is the workhorse for long, straight production seams: it is fast, it is consistent panel to panel, and a properly set geomembrane welding machine holds temperature and speed within a tight band once it is dialed in on a trial seam. Extrusion welding instead feeds fresh HDPE resin through a hand-held extruder that lays a bead of molten polymer over the joint, fusing it to both sheets on contact. It is slower and more operator-dependent, but it is the only practical method around penetrations, repairs, patches, T-joints where three seams meet, and short or curved runs where a wedge welder cannot track a straight line. Most installations use both: hot-wedge for the field, extrusion for the details. Sheet thickness and whether the roll is smooth or textured both change the wedge temperature and track speed the trial weld has to dial in — a 1.5 mm textured liner does not weld to the same settings as a 0.75 mm smooth sheet.
Anyone working out how to install HDPE liner soon learns the welding procedure starts before the welder is switched on. Panels are overlapped to the specified width (commonly 75–100 mm), the overlap zone is wiped clean of dust, moisture and grinding residue, and the sheet is given time to reach a workable temperature — welding a liner that is too cold or too hot out of the sun both degrade the joint. Every crew runs a trial weld at the start of each shift and after any change in ambient conditions, cut into peel and shear coupons on the spot to confirm wedge temperature, track speed and roller pressure before a single metre of production seam is welded. Sheet edges get ground or wire-brushed where oxidation or contamination is visible, seams are welded with enough continuous overlap for the eventual destructive sample, and low-density crossings (fishmouths, wrinkles) are cut, overlapped and patched with an extrusion bead rather than welded flat. None of this is optional if the seam has to pass air, vacuum and peel testing later — a rushed setup shows up as a failed test, not as a slightly weaker liner.
Every metre of hot-wedge dual-track seam gets the air-pressure (air-channel) test before the crew moves on — this is the primary non-destructive check and it is fast enough to run continuously. Both ends of a seam section are sealed, a needle is inserted into the unwelded channel between the two weld tracks, and the channel is pressurized to roughly 200–250 kPa (per the welder and seam width) and held. If the gauge holds pressure for the specified time — typically two to five minutes — with no more than a small allowable drop, the seam passes. A pressure drop means an open path somewhere in the channel: a skip, a cold spot, a piece of debris trapped in the weld. The test pinpoints the failed length but not the exact defect, so the crew re-welds that section with extrusion and re-tests before covering it. Air testing only works on dual-track hot-wedge seams with an intact channel — it cannot be used on single-track welds, extrusion fillet welds, or any seam where the channel has been breached by a patch or penetration.
Extrusion seams, T-joints, patches and single-track welds have no air channel to pressurize, so they get the vacuum box test instead. The seam area is brushed with a soapy solution, a clear-topped vacuum box with a gasketed edge is placed over the wetted section, and the box is sealed to the liner and evacuated to a set negative pressure — commonly around 35 kPa (roughly 5 psi) — and held for about 10–15 seconds. A leak in the weld shows up as soap bubbles forming under the vacuum, visible right through the box lid; a clean seam shows none. Vacuum boxing is slower than air testing since it has to be walked section by section along every non-air-testable joint, but it is the only reliable way to non-destructively confirm the welds around penetrations, pipe boots, corners and repair patches — exactly the places a liner is statistically most likely to leak, because geometry forces a hand weld instead of a machine-controlled run.
Non-destructive tests confirm continuity, not strength — for that, crews cut destructive samples out of completed production seams at a set interval (often every 150–500 m of seam, per project spec) and send coupons to a field or lab press for peel and shear testing. The peel test pulls the two sheets apart at the seam edge and checks whether the parent sheet fails before the weld does (film tear bond, the target outcome) rather than the seam unzipping cleanly along the fusion line. The shear test pulls the seam in tension across its width to confirm bond strength holds under load. This is the practical shorthand behind destructive vs non-destructive seam test: non-destructive (air, vacuum) checks every metre of seam for continuity without cutting it; destructive testing checks seam strength at sample points and consumes the sample, so it is done at intervals, not everywhere, and every cut location gets patched and re-tested with a vacuum box before it is signed off. Beyond the seam itself, the recurring geomembrane installation defects that fail these tests are stress from an over-tight liner with no slack for thermal contraction, wrinkles welded flat instead of cut and patched, contamination trapped in the weld line, and cold or over-hot welding outside the trial-weld window. At the liner edge, a correctly built geomembrane anchor trench detail — typically 300 mm deep, the liner run up the slope and folded into the trench before backfill — locks the sheet under tension and stops the whole installation pulling loose at the top rather than failing at a seam. Combine welding procedure, air and vacuum testing on every joint, and interval destructive sampling and you get geomembrane leak detection built into construction rather than discovered after the pond or cell is full.
Бесплатный гид по выбору геосинтетики и спецификациям
Марки материала, подбор толщины/плотности и диапазоны цен для вашего проекта — на вашу почту.
ASTM D6392 covers peel and shear strength plus the air-channel pressure test for thermally fused HDPE seams; ASTM D5641 covers the vacuum box test; ASTM D4437 sets general practice for non-destructive testing of installed geomembranes. Project specs usually cite these directly for pass/fail criteria.
No. Air testing needs the unwelded channel between two dual hot-wedge tracks. Extrusion fillet welds, single-track seams, patches and T-joints have no channel, so they are checked with the vacuum box test instead.
Typically every 150–500 m of completed seam, or per project spec — often tighter near penetrations and repairs. Each cut location is patched and vacuum-box tested before sign-off, so destructive sampling never leaves an untested gap.
Contamination in the overlap (dust, moisture, grinding dust), welding outside the temperature/speed window set by the day's trial weld, and wrinkles or fishmouths welded flat instead of cut and extrusion-patched.
Геомембраны Гладкая геомембрана HDPE (ПНД) по GRI-GM13 — водонепроницаемая полиэтиленовая пленка для пруда, полигона и резервуара, толщина 0,75–3,0 мм.
 Оборудование для монтажа
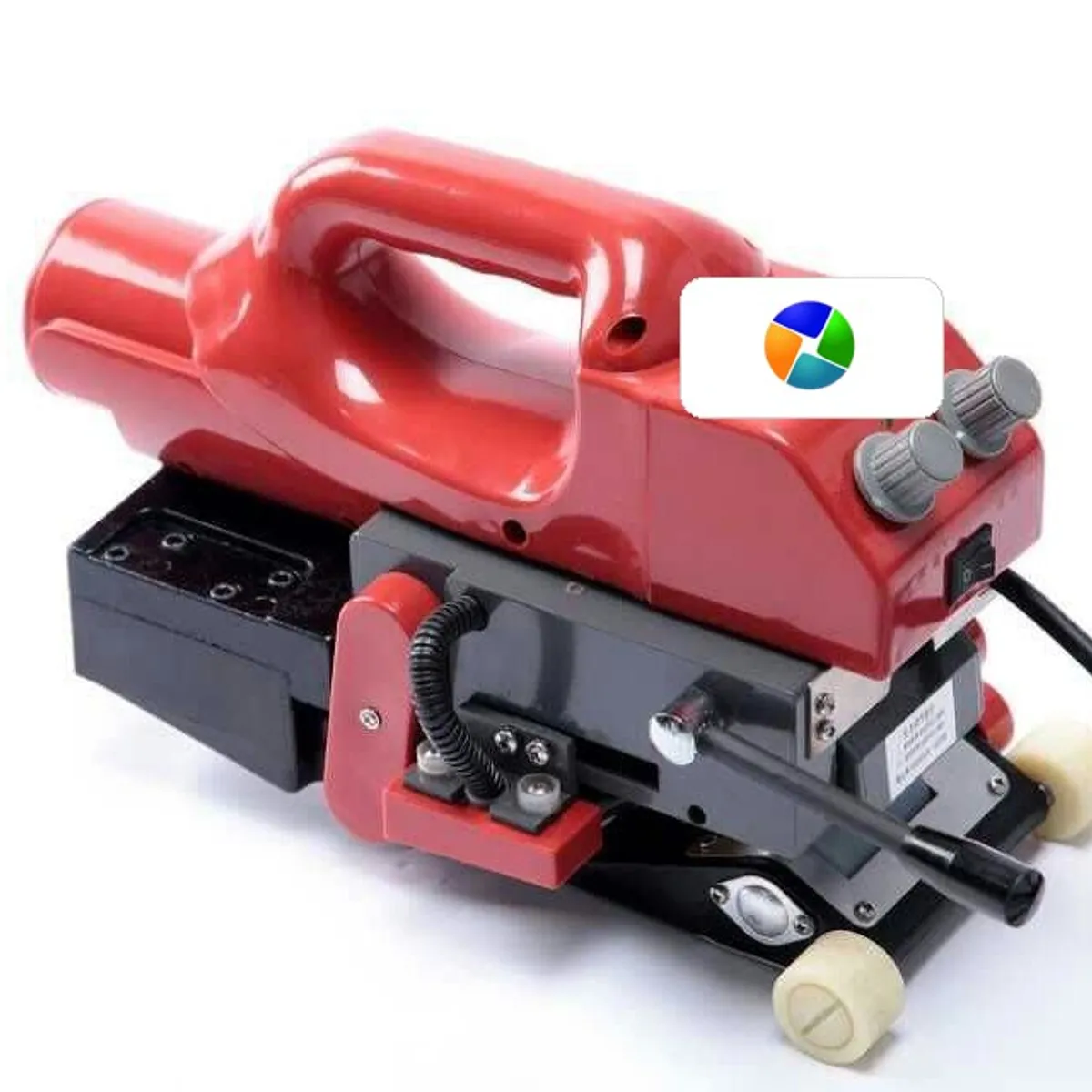
Оборудование для монтажа Сварочный аппарат для геомембран (аппарат горячего клина) для монтажа HDPE-облицовки — мощный, быстрый и надёжный аппарат для сварки геомембраны в герметичный шов.
Сообщите ваше применение и количество — наша команда отвечает в течение одного рабочего дня.